Table Saw Blade Tooth Count Guide: 24T, 40T, 60T, and 80T Uses
INFO
Evidence Level: Theory Lab. This article explains how tooth count, gullet space, and grind geometry influence cut behavior based on established mechanical principles.
The best table saw blade tooth count depends on the cut. Use fewer teeth for fast ripping, more teeth for cleaner crosscuts, and a mid-range blade when you want one blade for mixed work. The mistake is assuming more teeth always means a better blade. Tooth count works together with gullet size, feed rate, grind geometry, kerf width, and motor load.
Quick Answer
For most table saw users, a 24T blade is best for fast ripping, a 40T blade is the most practical general-purpose choice, a 50T combination blade balances ripping and crosscutting, a 60T blade is better for cleaner plywood and crosscuts, and an 80T blade is mainly for fine crosscuts, veneer, and melamine. More teeth usually mean a smoother cut, but also slower feed rate, smaller gullets, more heat risk, and higher motor load in thick ripping.
| Tooth count | Best use | Strength | Main tradeoff |
|---|---|---|---|
| 24T | Ripping solid wood | Fast feed, chip clearance | Rougher crosscuts |
| 40T | General-purpose use | Good balance | Not best at either extreme |
| 50T | Combination blade | Mixed ripping/crosscutting | More complex grind, not a true specialty blade |
| 60T | Crosscuts, plywood | Cleaner edge | Slower ripping |
| 80T | Fine crosscuts, melamine | Smoothest finish | Heat and motor load in ripping |
Tooth count is only one part of blade selection. Grind geometry such as ATB, FTG, and TCG also changes cut quality, while kerf width affects motor load on smaller saws.
What Tooth Count Should You Use on a Table Saw?
Selecting the right tooth count is a matter of matching the mechanical load and finish requirement to the task:
- Ripping hardwood: 24T
- General woodworking: 40T or 50T
- Crosscutting hardwood: 60T or 80T
- Plywood: 60T–80T, with ATB or Hi-ATB geometry depending on veneer quality
- Melamine/laminate: 80T, TCG, or Hi-ATB depending on blade design
- Small 15-amp jobsite saw: Often 24T–40T thin-kerf for heavy ripping
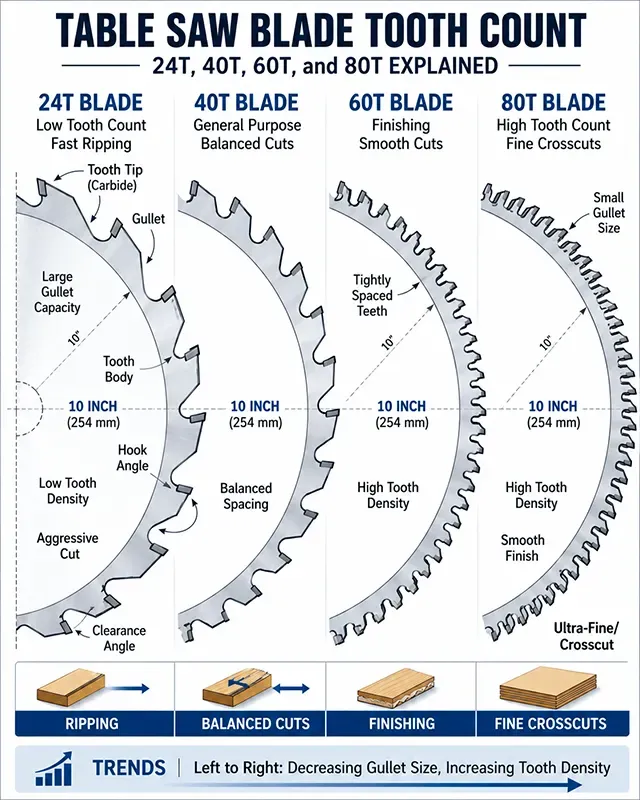
24T vs 40T vs 60T vs 80T: Quick Comparison
When comparing these standard blade sizes, you are trading speed and chip clearance for finish quality. A 24T blade aggressively powers through thick stock but leaves rougher ends. A 40T blade bridges the gap, handling both tasks reasonably well but mastering neither. A 60T blade provides noticeably cleaner edges on sheet goods and crosscuts than a 40T, but drags slightly when ripping thick lumber. An 80T blade delivers the smoothest possible finish on fragile materials, but its closely packed teeth and shallow gullets make it a poor fit for long, heavy ripping operations where heat and friction build up quickly.
Best Table Saw Blade Tooth Count by Material
| Material / cut | Better tooth count | Why |
|---|---|---|
| Thick hardwood ripping | 24T | Larger gullets clear chips |
| Softwood ripping | 24T–40T | Faster feed, less rubbing |
| Hardwood crosscuts | 60T–80T | More teeth sever fibers cleanly |
| Plywood | 60T–80T | More teeth and suitable grind geometry reduce veneer tearout |
| Melamine / laminate | 80T or TCG/Hi-ATB | Cleaner fragile surface with less chipping |
| General shop use | 40T or 50T | Fewer blade changes |
Tooth Count Is Really About Chip Load and Gullet Space
While a higher tooth count does leave a smoother finish under the right circumstances, choosing a blade based solely on maximizing teeth ignores the physical mechanics of how wood is cut.
Blade behavior is strongly shaped by the relationship between tooth count and gullet size. The gullet is the empty space in front of each tooth. When a tooth carves out a piece of wood, creating the kerf, that material has to go somewhere until the tooth clears the top of the table.
If tooth count does not match the cut, the blade may either take too small a bite and rub, or fail to clear chips fast enough. Both conditions can increase friction, heat, and poor cut quality.
24T Blades: Fast Ripping and Chip Clearance
A 24T table saw blade is usually optimized for ripping, especially when the priority is chip clearance and feed rate rather than finish quality.
When you rip a board, the blade acts like a series of tiny chisels peeling up long, stringy ribbons of wood fiber. These larger shavings require more clearance. A dedicated 24T ripping blade uses deep, wide gullets to help carry these chips out of the cut.
Mechanically, fewer teeth mean:
- Lower friction: Fewer carbide tips are in contact with the wood at any given millisecond.
- Less heat under load: With fewer teeth rubbing and larger gullets clearing chips, a 24T blade is less likely to overheat during heavy ripping.
- Faster feed rates: The motor does not have to work as hard to push the teeth through the material.
The tradeoff is the surface finish. While it excels parallel to the grain, a 24T blade is more likely to leave visible tooth marks and tearout across the grain. Understanding the difference between a rip blade vs crosscut blade is critical for clean joinery.
40T Blades: General-Purpose Cutting
For many small shop owners, constantly swapping blades creates workflow friction. The 40T blade exists to solve this problem by balancing tooth count and gullet size.
Many 40T general-purpose blades use an Alternate Top Bevel (ATB) geometry, where the teeth alternate leaning left and right to slice the wood fibers cleanly. Compared with a 24T ripping blade, a 40T blade usually feeds more slowly in thick ripping but leaves a cleaner edge. Compared with a 60T blade, it usually rips more easily but crosscuts less cleanly. For many garage shops, this makes 40T the most practical single-blade compromise for mixed ripping and crosscutting.
50T Combination Blades: The ATB + Raker Tradeoff
While 40T blades are often general-purpose ATB designs, many 50T combination blades use a different tooth pattern from standard 40T general-purpose blades.
The teeth are typically grouped in clusters of five: four ATB teeth followed by one flat-top raker tooth (ATBR), separated by a slightly larger gullet. The raker tooth clears the waste out of the cut and leaves a flatter bottom. It can help when a flatter-bottom kerf matters for certain joinery like box joints, but it is not the same as a dedicated box-joint, dado, or flat-top ripping blade.
Neither the 40T nor the 50T will rip as effortlessly as a 24T, nor will they crosscut melamine as perfectly as an 80T, but they manage both tasks adequately for mixed-use shops.
60T Blades: Cleaner Crosscuts and Plywood Edges
When you cut across the grain (crosscutting) or cut manufactured sheet goods like plywood and melamine, the mechanics of the cut change entirely. You are no longer peeling ribbons of wood; you are severing brittle fibers.
To prevent the wood fibers from splintering as the blade exits the cut, you need a higher concentration of teeth scoring the surface. A 60T blade acts as a bridge. It generally favors cleaner edges on veneered plywood and hardwood crosscuts, though ripping thick stock becomes noticeably slower.
However, tooth count sets the direction, but grind geometry still matters: ATB, Hi-ATB, TCG, and ATBR grinds can make two blades with similar tooth counts behave differently depending on the material.
80T Blades: Fine Crosscut and Sheet-Good Finish
Step up to an 80T crosscut or finish blade, and the design favors smoother crosscuts in hardwood and cleaner edges in fragile materials.
However, the high tooth count creates severe limitations for other cuts:
- Tiny gullets: Because the teeth are packed closely together, the gullets are extremely shallow.
- Dust generation: They produce fine dust rather than chips, which is all the small gullets can carry.
- Heat buildup: During thick ripping, an 80T blade is more likely to evacuate chips poorly. That can increase rubbing, heat, burn marks, and motor load. The waste cannot escape fast enough, causing the blade to rub against trapped wood.
Tooth Count, Motor Load, and Heat
Understanding tooth count is also an exercise in managing your saw’s motor load.
Every tooth engaged in the wood acts as a brake on the arbor. If you are using a 15-amp table saw and try to rip 8/4 maple with an 80T blade, the number of teeth in the cut, combined with limited gullet space, can bog the motor down. This is where thin-kerf vs full-kerf blades become highly relevant, as a thin kerf with fewer teeth removes less material per pass, which can reduce motor strain on smaller saws.
When the motor slows, the feed rate drops. When the feed rate drops, the blade spends more time spinning in one place, creating burn marks. More importantly, pushing hard against a bogged-down blade can increase kickback risk. Matching tooth count reduces one source of friction and motor strain, but it does not replace proper fence alignment, riving knife use, blade height, feed control, and push-stick technique.
Final Rule: Match Tooth Count to the Cut, Not the Highest Number
Use 24T when chip clearance and feed speed matter most, 40T or 50T when you want one blade for mixed work, 60T when cleaner plywood and crosscuts matter, and 80T when finish quality matters more than feed speed. The highest tooth count is not automatically the best choice, especially on smaller 15-amp table saws or thick ripping cuts.
Related Blade Guides and Reviews
If you are choosing a real blade, compare tooth count with kerf width, grind geometry, and saw size before treating one number as the final answer.
- Diablo D1050X review — 50T thin-kerf combination blade
- Freud LU83R010 review — 50T combination blade
- CMT combination blade review
- Best Table Saw Blades